


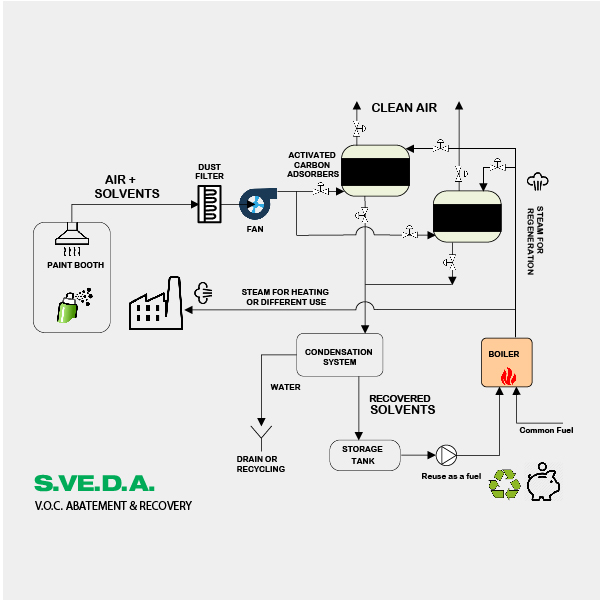
The system allows to clean the air containing organic solvents (VOCs) at any concentration (low, medium, high) coming from plants for coating, resin processing, production and utilization of adhesives, etc.
The polluted air is first filtered from the solids, then enters the ACTIVATED CARBON beds, static type, then it is expelled through the chimney thanks to a dedicated fan controlled by a modulating inverter. Once saturated, the activated carbons are regenerated with the steam produced using the same recovered solvents as energy source, through a high-temperature oxidation chamber. In this way the energy consumption for the management of the plant is equal to zero, rather thermal energy is produced in excess and can be used inside the production process and / or to heat the sheds. There are no liquid or solid waste to be disposed a part from the powders collected by the initial pre-filter.
The plant is supplied key in hand, complete with electrical panel, electric system, PLC and operator interface terminal, assembled, calibrated and ready for production.
(fan only)
– Emission Abatement from painting plants
– 2D and 3D plant design
– Study of the available spaces and realization of tailored Layouts
– Study and optimization of existing suction lines
– Construction, pre installation, assembly and testing in own workshop
– Installation, start-up and calibration of the plant on-site
– Service and spare parts
– Training sessions for staff for the proper use of the system
– Remote assistance and remote monitoring system
– Continuous monitoring of stack emissions
– Very high efficiency of solvent removal (96 ÷ 99.5%)
– No thermal energy consumption (methane)
– Low power consumption
– Reduced system management costs
– Life of activated carbons more than 20 years
– Possibilities of successive enlargements of the airflow to be treated, 10-20-40-60-80-100.000 Nmc/h








